RAW SLUDGE TRANSFER PIPELINE CLEANING
A southwest regional wastewater treatment facility was experiencing a severe reduction in raw sludge flow throughout its five service plants. Due to government restrictions on harsh, chemical treatment, vivianite mineral deposits had accumulated and rapidly constricted sludge flow in transfer pipelines.
RYDLYME was acquired for testing its effectiveness on the deposit. A foot-long spool sample of the affected 6” pipe was submerged in RYDLYME for only two hours and upon inspection was found to be completely clean of deposits. The reaction was so rapid in fact that supervisory technicians did not have an opportunity to evaluate the test and another spool piece was tested to reprove and confirm the concept.
RAW SLUDGE CLEANING
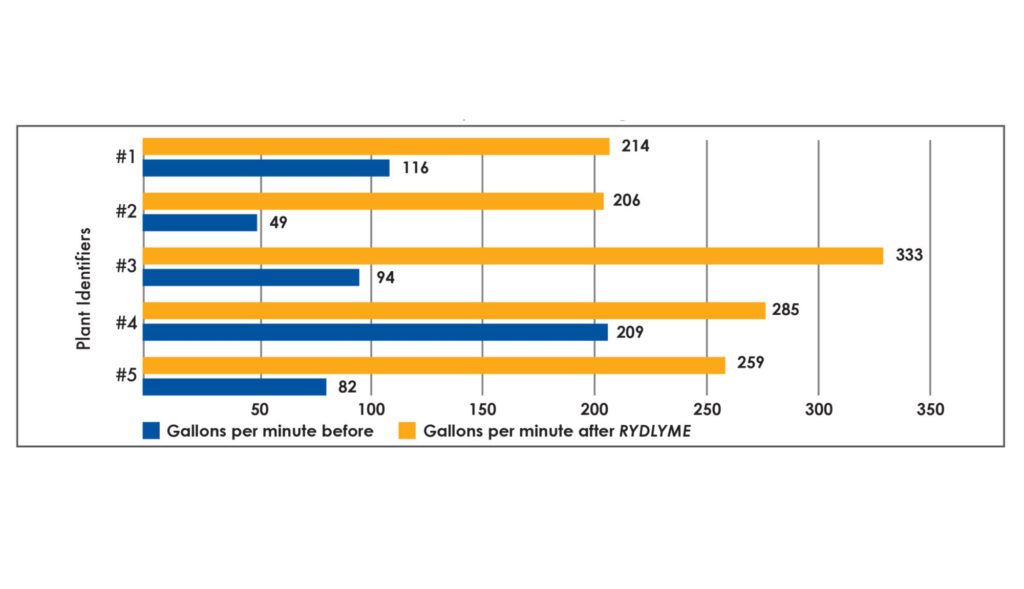
RYDLYME manufacturer’s representatives assisted facility technicians in calculating total volume and adequate RYDLYME was acquired to clean all affected system piping. After RYDLYME, all plants had significant increases in raw sludge flow.
On average, the flow increase across all five service plants was greater than 157%. Facility technicians from adjacent regional facilities were brought in to observe the RYDLYME performance and duplicate the cleaning procedure at their respective facilities. For more details and examples on how RYDLYME can solve vivianite and struvite problems at your facility, contact Apex Engineering Products to open a discussion.